低熱膨張
温度変化による寸法・体積変化は避けられない物理特性ですが、素材により膨張率は大きく異なります。精密部品設計においては使用温度範囲内でどれくらいの寸法変化が発生しうるかを考慮した設計が求められます。また、熱膨張係数の異なる素材同士を組み合わせて使用すると大きな事故の原因になることがあるので注意が必要です。温度による寸法変化を許容できない場合にはインバー材等の低熱膨張材を使用することが出来ます。
1.線膨張係数一覧
機械部品に良く使用される素材の線膨張係数を一覧にしてみました。アルミや樹脂は線膨張係数が大きいので注意が必要です。
線膨張係数(x10-6/K)
金属
| 鉄 | 11.7 |
|---|---|
| 炭素鋼 | 12.1 |
| SUS304 | 17.3 |
| SUS430 | 10.4 |
| 銅 | 17.7 |
| 真鍮 | 20.5 |
| アルミ | 23.8 |
| チタン | 8.4 |
| タングステン | 4.4 |
| 超硬合金 | 5.5 |
樹脂
| MCナイロン | 80 |
|---|---|
| ポリアセタール | 81-85 |
| ポリカーボネート | 66 |
| アクリル | 50-90 |
| ABS | 65-95 |
| テフロン | 70-100 |
| PEEK | 25-50 |
| ポリイミド | 25-55 |
| ゴム | 65-400 |
セラミック・ガラス
| 窒化珪素 | 2.8 |
|---|---|
| 炭化珪素 | 3.7 |
| 窒化アルミ | 4.6 |
| アルミナ | 7.2 |
| ジルコニア | 10.5 |
| 板ガラス | 8.5-9 |
| 石英ガラス | 0.6 |
2.低熱膨張合金
ニッケル36%付近のニッケル-鉄合金は、常温付近で熱膨張係数が極めて小さく、精密測定機用部品やガラス・セラミックの封着部品に利用されています。
| 鋼種名 | 基本組成 | 線膨張係数 (x10-6/K) |
ヤング率 (x1010N/m2) |
|---|---|---|---|
| インバー | 36Ni-Fe | 1.4-1.6 | 14.1 |
| スーパーインバー | 32Ni-5Co-Fe | 0-0.8 | 13.7 |
| コバール | 29Ni-17Co-Fe | 5.0-6.0 | 13.3 |
関連製作事例
上記コンテンツと関連する製作事例がご覧頂けます。
部品の機能向上や用途に合った設計のヒントなど、熱処理や表面処理など様々な視点からアイデアをまとめています。設計のヒントにご活用ください。

- 可視化流路向けガラス部品
- ガラス・セラミックス
- 成型する
- 光学特性
- 低熱膨張
- 耐食性

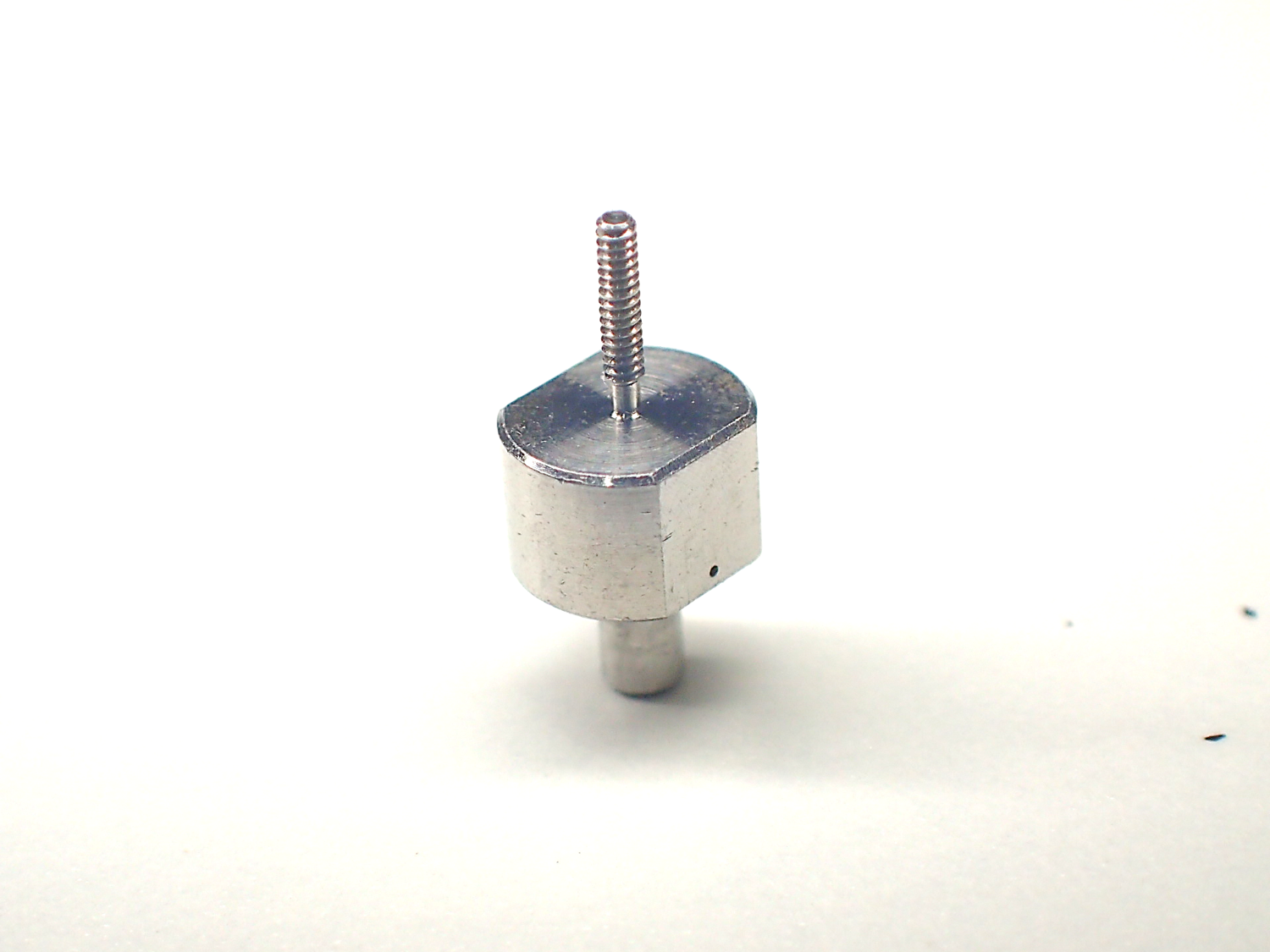
- 低熱膨張ねじ(インバー材)
- チタン・ニッケル合金
- その他
- 低熱膨張
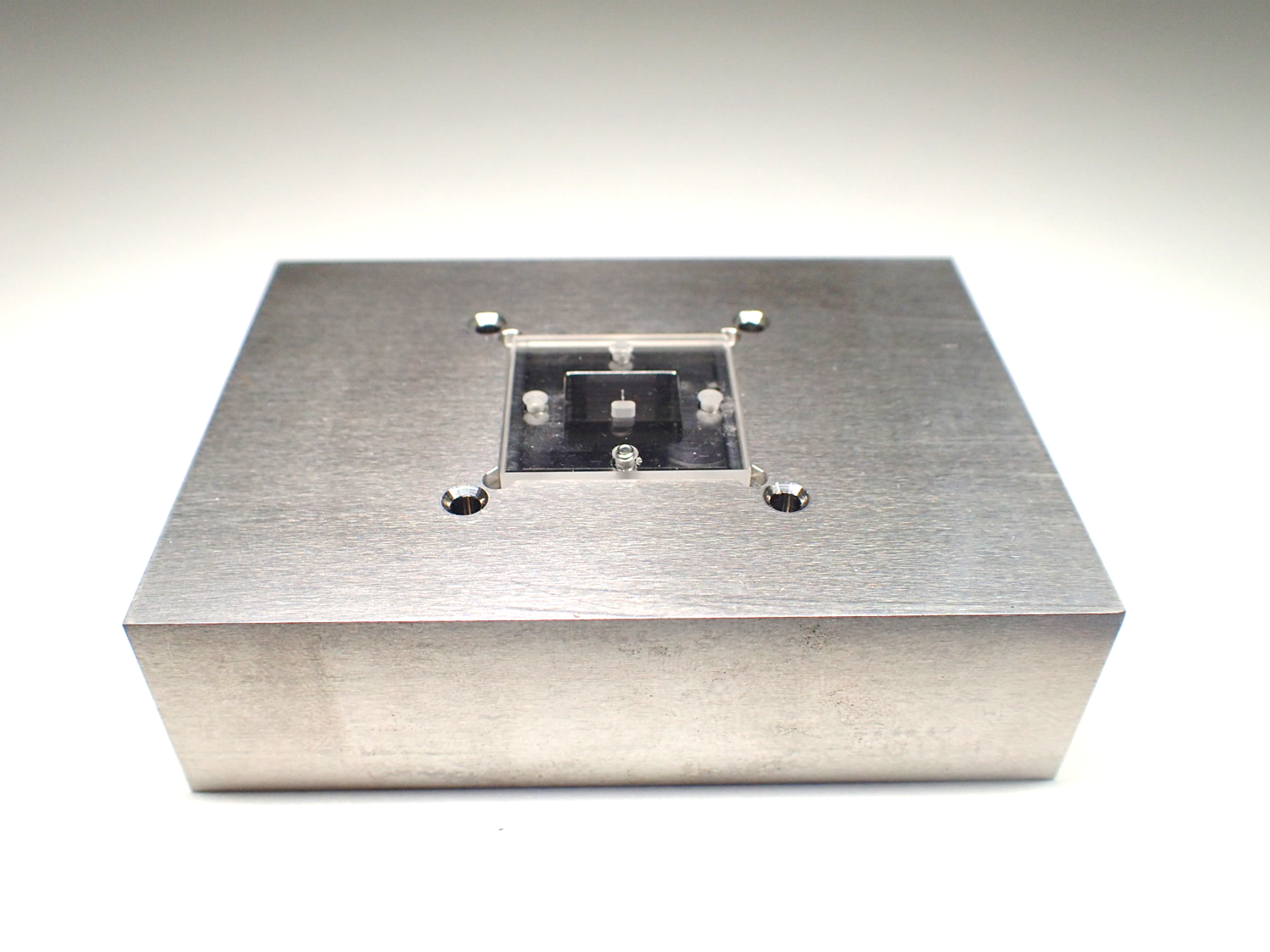
- 石英ガラス透明治具
- ガラス・セラミックス
- 測る
- 光学特性
- 低熱膨張
- 耐食性
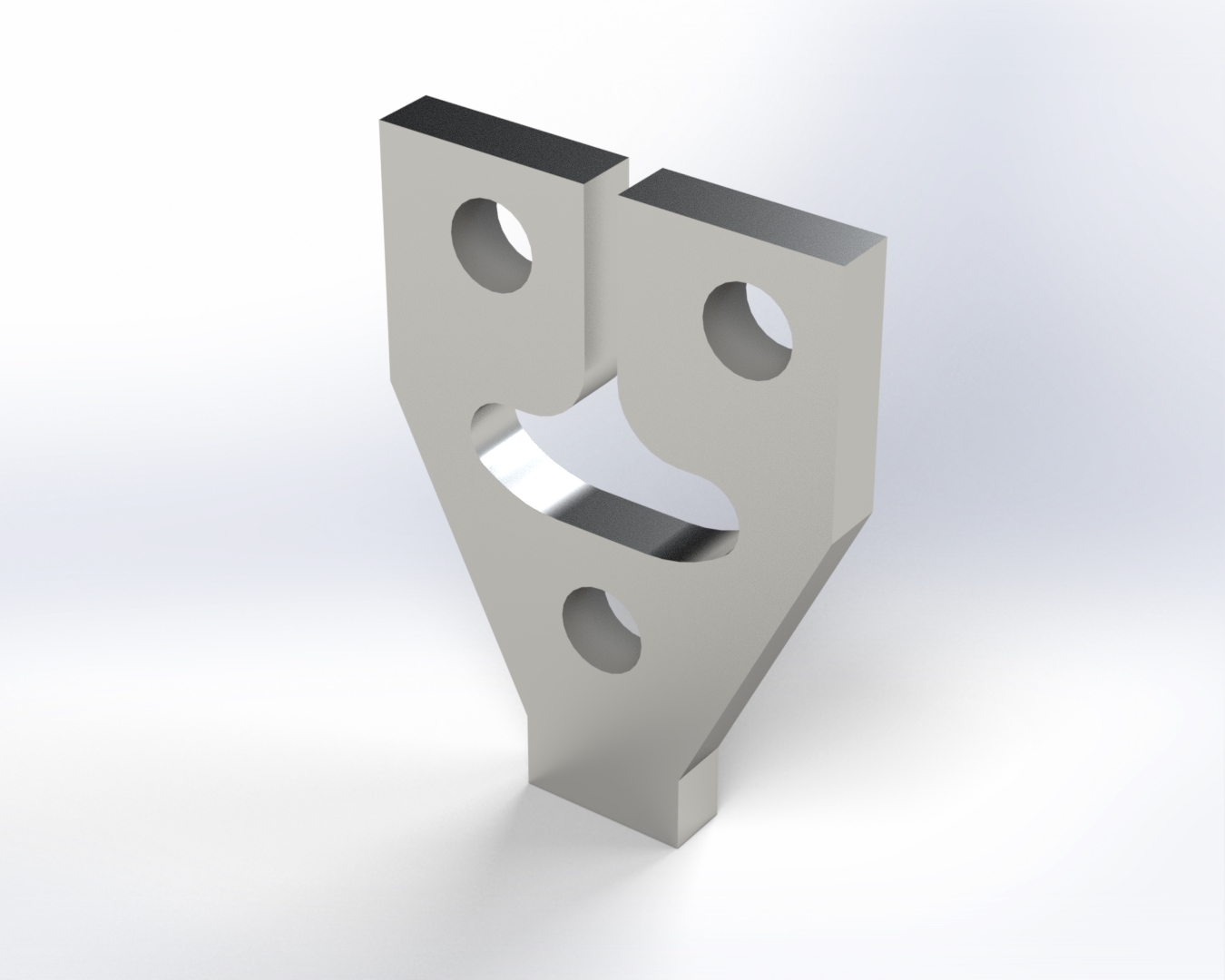
- スーパーインバー材 ホルダー
- チタン・ニッケル合金
- 掴む
- 低熱膨張
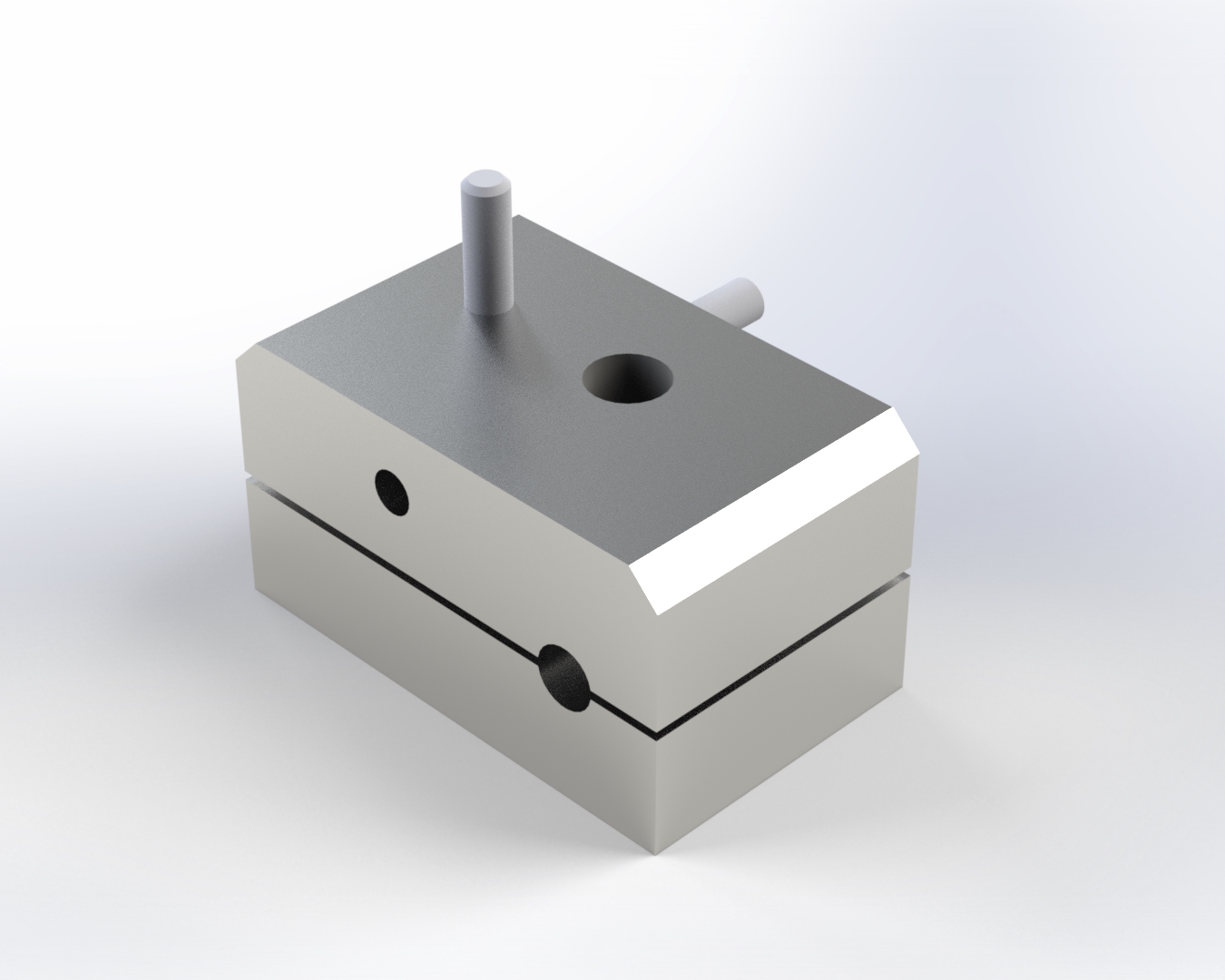
- 温度変化の影響を最小化するハウジング
- ガラス・セラミックス
- チタン・ニッケル合金
- その他
- 光学特性
- 低熱膨張
- 耐食性
- インバー材のM0.8ネジ加工
- チタン・ニッケル合金
- その他
- 低熱膨張
- モリブデン製の高温試験治具
- 樹脂、その他
- 測る
- 電気特性
- 低熱膨張
- 熱伝導性
- モリブデン製ヒーター治具
- 樹脂、その他
- その他
- 低熱膨張
- 熱伝導性
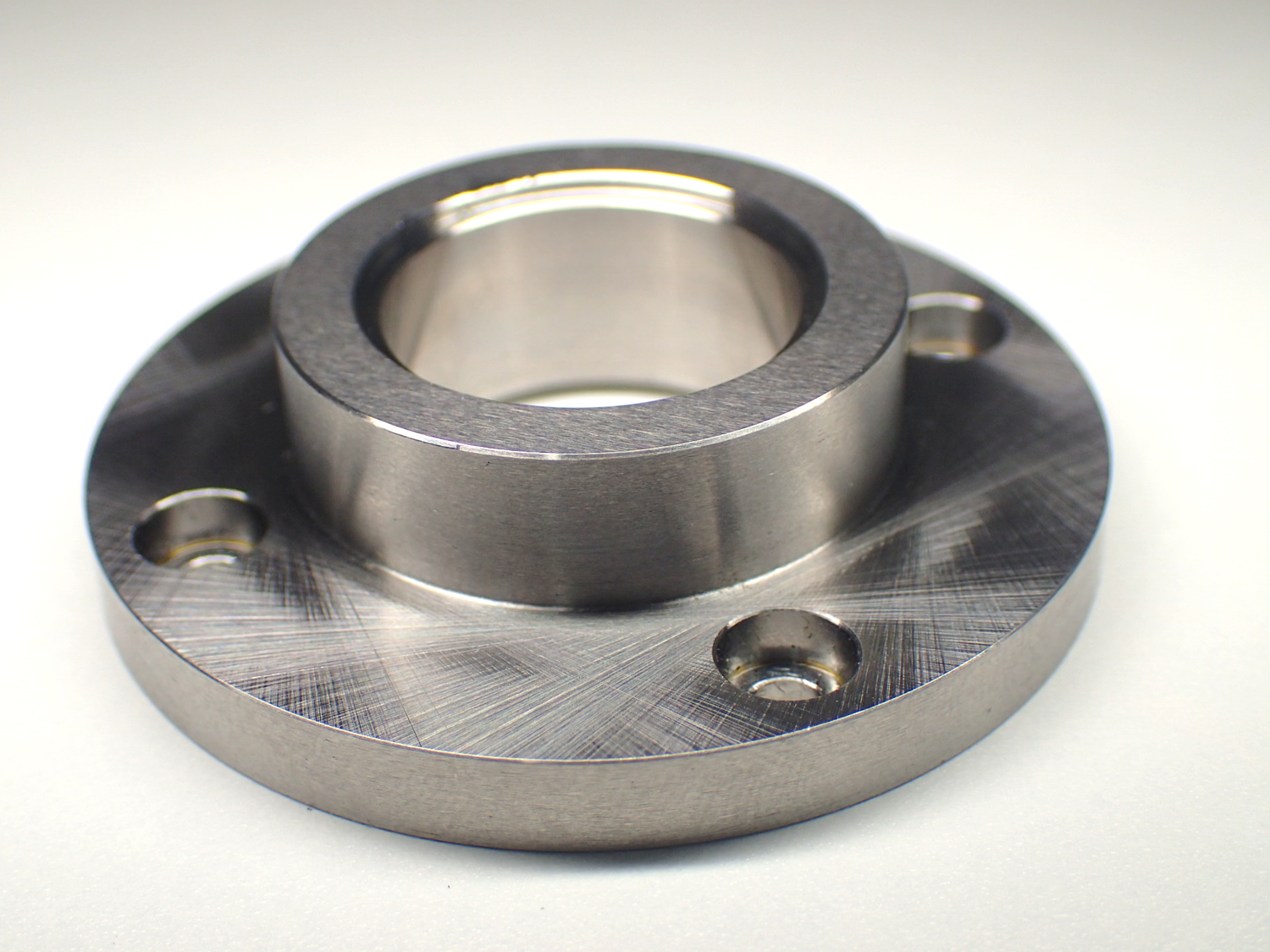
- コバール製フランジ
- チタン・ニッケル合金
- 押さえる
- その他
- 低熱膨張
- 耐食性
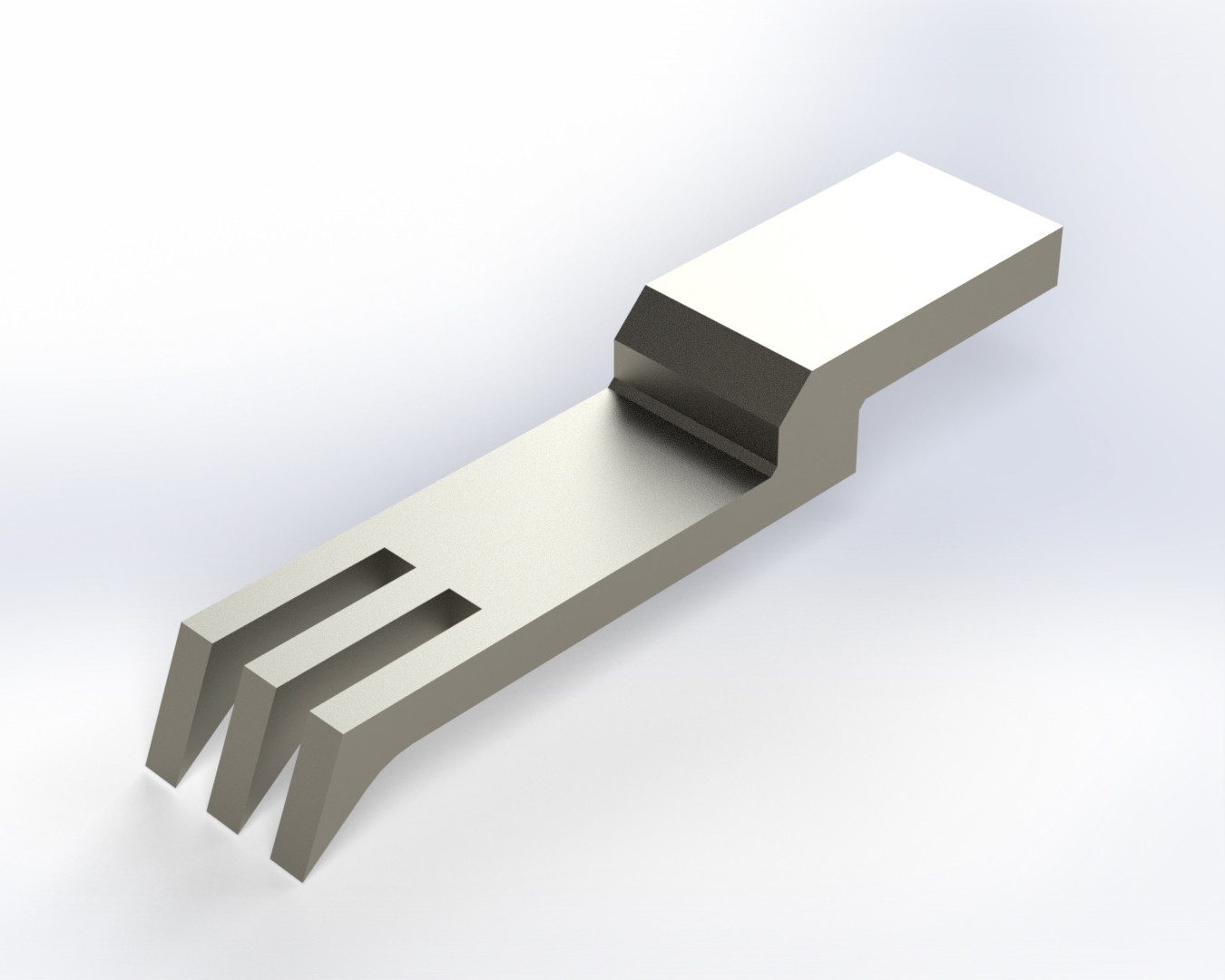
- 片当たりでも折れない強靭爪 ~マルエージング鋼とは~
- 構造用鋼
- 押さえる
- 耐摩耗性
- 低熱膨張
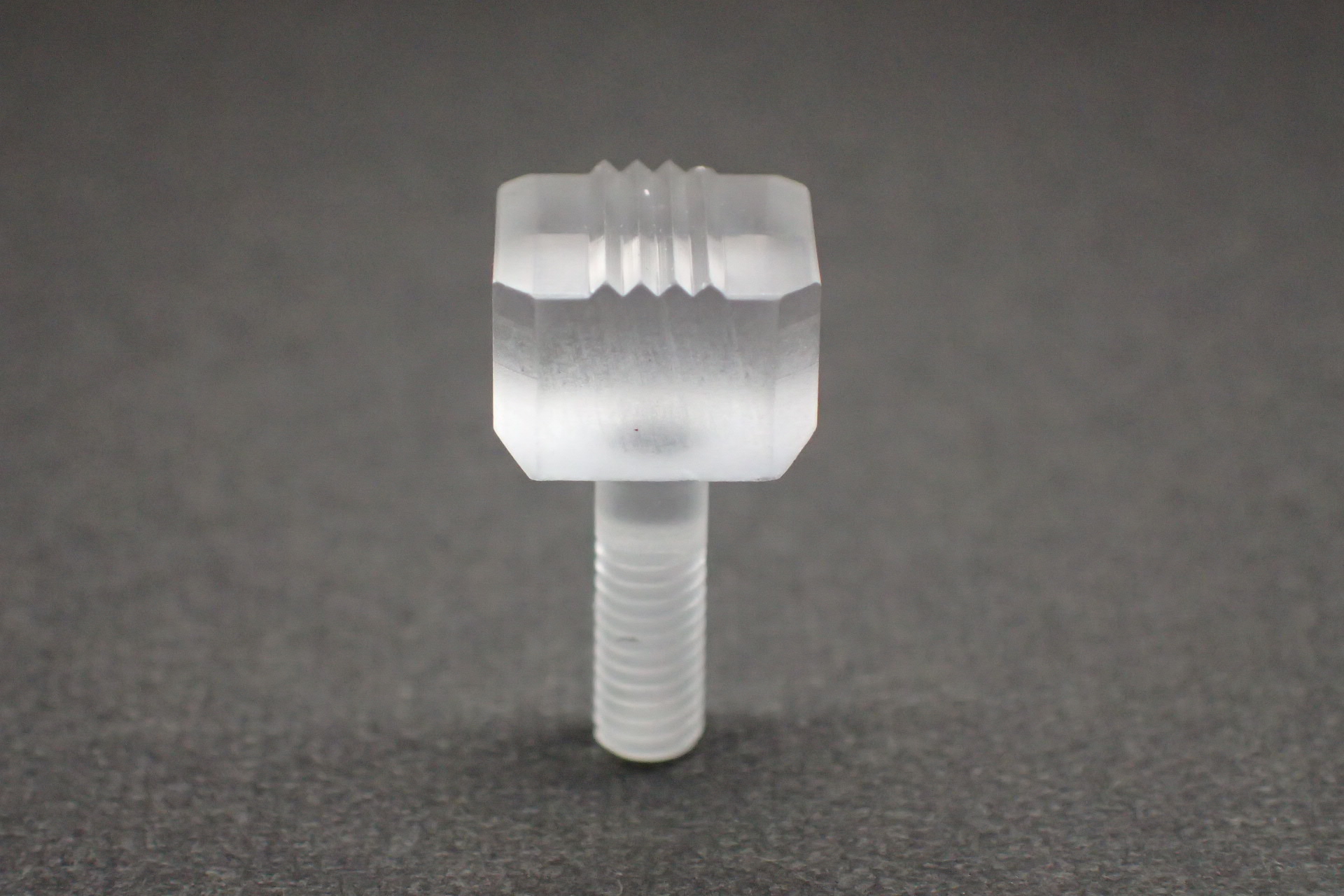
- 石英ガラス ネジ/平目ローレット加工
- ガラス・セラミックス
- 押さえる
- 低熱膨張