ロー付け・接着加工
特注部品の中には様々な目的で、部分的に素材を別素材に変えるもの、複数部品を接合して一体部品にするものがあります。その時重要になるのが接合技術です。部品が受ける可能性がある機械的・熱的ストレスを考慮した上で十分な機械強度を達成できる接合方法を選択することが重要です。弊社では汎用性が高いロー付けと接着を社内対応しております。
当社のロー付け・接着加工技術
1.ロー付け
「銀ロウ」と呼ばれるAg.Cu,Znの合金で融点が650~750℃程度のものを用いてハンダ付けのような要領で金属同士を接合します。フラックスを用いて表面酸化物の除去、金属表面の濡れ性を向上させます。加熱方法としては、ガストーチによる火炎加熱、高周波誘電装置による加熱、電気炉などが用いられますが、多品種少量生産の弊社では主にガストーチ、高周波誘電を用いています。
2.接着
部品が常温環境でしか使われず、そこそこの接合強度があれば良い場合には、接合の簡便性から接着材による接合をおこないます。この場合、適切な接着剤を選定することが重要です。
<はめ合い接合が可能な場合>
基本的にロックタイトに代表されるような嫌気性接着剤を使用します。この場合、接着しろは0.05以下で極力小さくし素材を研削仕上げするなどして面粗度を極力小さくすることが重要です。
<面合わせでの接合>
線膨張率差を吸収するため、硬化後の硬度が低めで伸び率の高いエポキシ系接着剤を使用します。また、アンカー効果による接合力を上げるため、素材の面粗度を意図的に粗くしておいた方がより強い接合力が得られます。
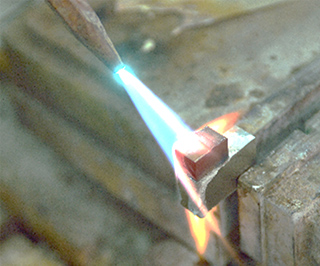
- ガストーチによるロウ付け
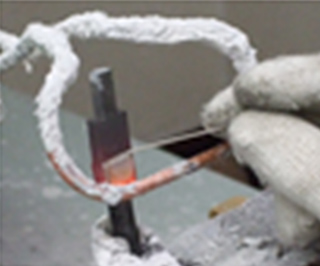
- 高周波誘電装置によるロウ付け
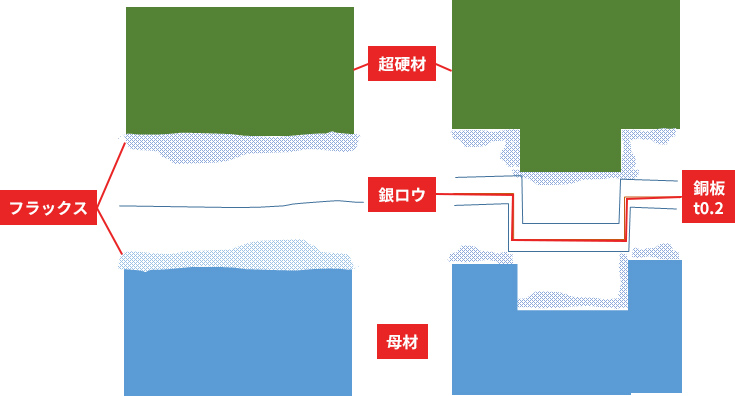
- 銅板を挟み込んでロー付けすることで線膨張率の差が生むせん断剥離を対策することが出来ます。
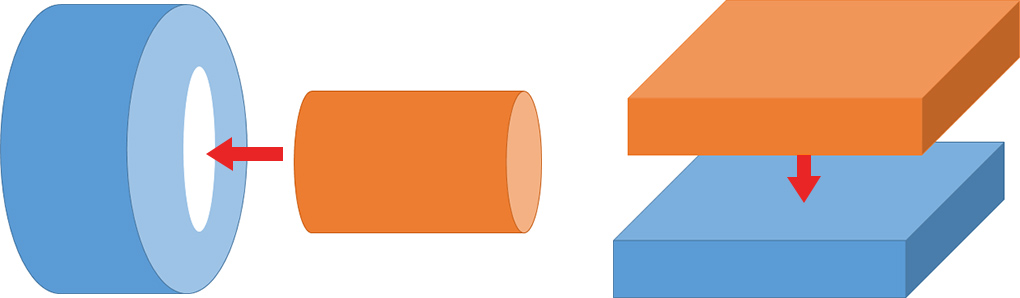
- 接着の基本
- 左のようなはめ合い時には嫌気性接着剤を使用し、右のような面合わせ時にはエポキシ系接着剤を使用する。
関連する技術資料
製作事例
-
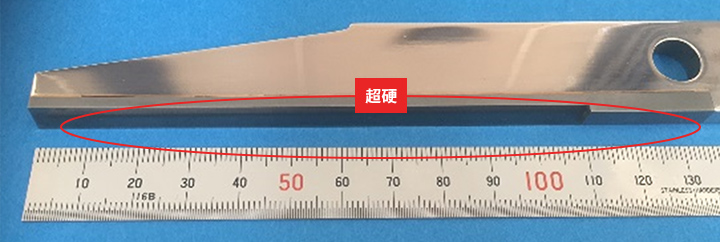
- 刃部を超硬ロー付けにて作成したカッター
- ・母材(SKD)に超硬(VM40)をロー付けした後、研削加工にて刃先を仕上げたもの。
・せん断剥離防止のため銅板を挟み込んでロー付け

- コンパックスダイヤをロー付けした部品例
- ・母材(S45C)に超硬基材のダイヤモンドコンパックスをロー付け