精度基準設定におけるコストダウン事例②
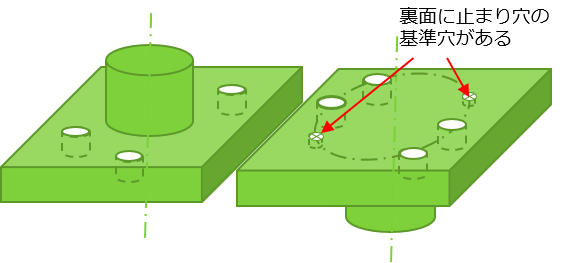
取り付け基準穴が裏面に止まり穴で指示されており、そこから表面の円柱突起部の寸法が指示されているため、位置決め用の専用治具が必要になったり、外形の精密仕上げが必要になったりしてコストアップとなる。

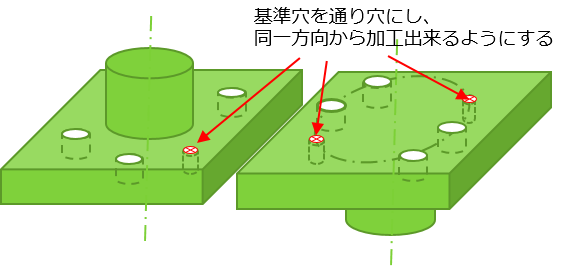
基準穴を通り穴とすることで、基準穴と円柱突起を同一面から同時加工出来るようになり、治具費や外形仕上げが不要に出来る。
基準となる穴や面と加工箇所が別の面にあると、基準出し用の治具が必要になったり、仮の基準面の加工を追加したりとコストアップの要因になります。基準と加工部が同一面になるよう工夫するとコスト回避につながります。