ワイヤー放電加工
電極と被加工物との間に短い周期で繰り返されるアーク放電によって被加工物の表面を部分的に除去する加工を放電加工と言いますが、電極に細い金属ワイヤー(大抵は真鍮)を使用し、あたかも糸鋸でくり抜くように金属を加工するものをワイヤー放電加工と呼びます。この加工では誘電体の液体として水や油が用いられます。
油は絶縁抵抗が高くワイヤーと加工物の隙間を小さくできることから精度が出しやすいという利点があるものの加工時間が長くかかるという欠点があります。近年は水での加工精度が向上し主力となっています。
当社のワイヤー放電加工技術
- 水浸漬型
- 油浸漬型
- CAD・CAM(ナスカ・プロ)
弊社のワイヤー放電加工では、φ0.2のワイヤーを中心に、φ0.05、φ0.1、φ0.3のワイヤーを常備し、加工内容に応じて使い分けて使用しています。
加工機は全てU-V軸制御機能を有しており、ワイヤーをワークに対して自由に傾けて加工することが可能となっています(上下異形状加工)。傾き角は最大45°まで対応可能となっています。
ワイヤー放電加工では単に一度切っただけではワークの加工面は梨地状に粗い面となります。また精度的にも±0.1程度までしか追い込めません。そこで面粗さや寸法精度が求められる場合には、同じ箇所を加工条件を変えながら複数回ワイヤーを走らせ追い込んでいく加工方法を取ります。▽▽▽程度の面粗さが求められる時は3回以上、▽▽▽▽の面粗さの場合は6回以上のカット回数となります。

- 主力加工機:西部電機 MM50B
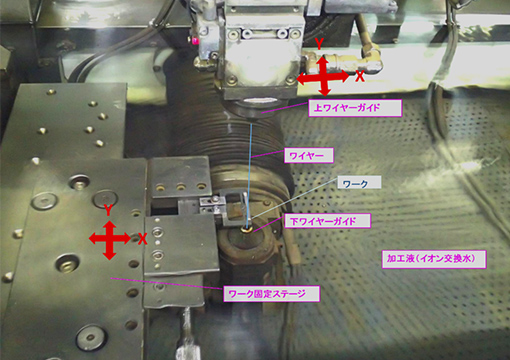
- ワイヤー放電加工機の基本構造
関連する技術資料
製作事例
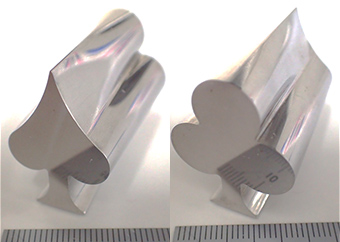
- 上下異形状加工による製作例
- 上ワイヤーガイドはスペード形状に、ワーク固定ステージはクローバー形状に軌道を描かせワイヤーカットした例です。
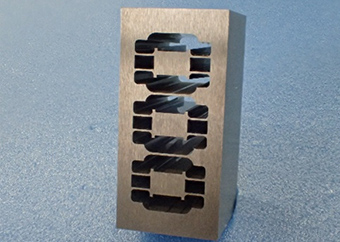
- 抜きダイ加工事例
- 素材:超微粒超硬
細穴放電にて下穴加工をした後、ワイヤー放電にて加工。
精度±0.003
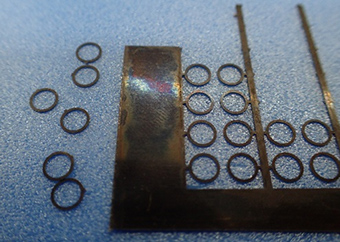
- 小径リング加工事例
- 素材:特殊磁性材 T=0.3
外形φ2.2 内径φ1.8のリングを積層した素材からワイヤー放電で切り出した例