高アスペクト穴における加工簡略化設計のポイント
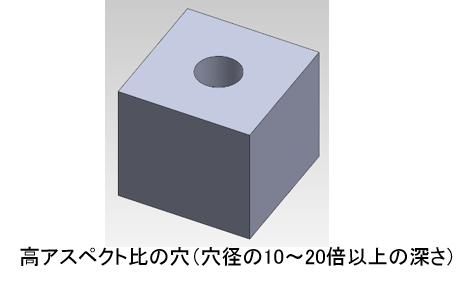
一般に精密加工部品の貫通穴の径と深さについて、径が小さくなればなるほど穴を深くすることは難しくなります。特にアスペクト比(穴径に対する穴深さ)が20を超えるような深穴が必要な場合は通常の加工方法での加工は困難、または不可能になります。

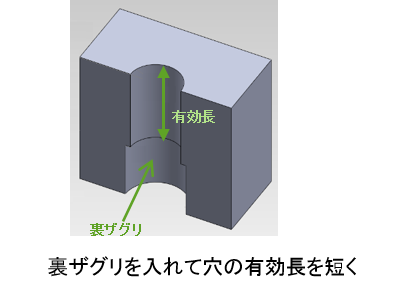
マシニングによる穴加工の場合(材質にも大きく左右されますが)、基本的に穴径の20倍の深さまで加工が可能です(φ5の穴なら深さ100mmまで)。また、φ1以下の小径の穴なら、深さは穴径の10倍程度の程度までです(φ1の穴なら深さ10mmまで)。アスペクト比10~20を超える深穴の場合は、裏表両側から加工を行うか、裏面からザグリ加工をする等の設計変更を行うことで実現可能です。
一般に精密加工部品の貫通穴の径と深さの比(アスペクト比)は10を超えると加工が難しくなります。そのため、深穴を設計する際は上記比を超えないように設計するか、または裏表の両側から加工を行う、部品を分割する等の対策により、深穴径加工を実現することができます。