止まり穴におけるコストダウン設計のポイント
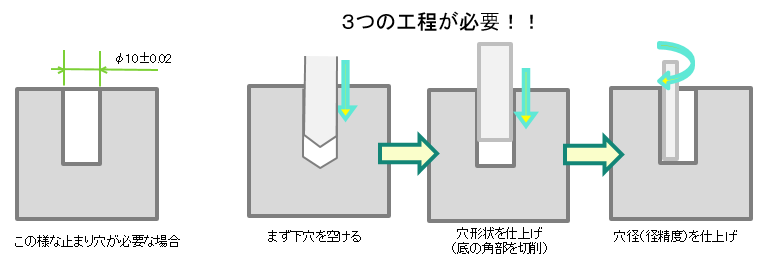
精密加工部品の設計において止まり穴の加工が必要な場合、止まり穴の形状によって加工コストが変わります。上図の様な止まり穴が必要な場合、穴の底面の形状を完全にフラットに加工するために3つの工程が必要になります。そのため加工コストは通常の穴加工に比べてコスト高となってしまいます。

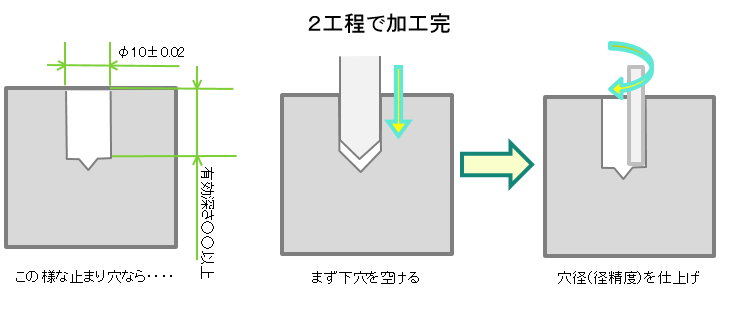
上図のようなドリル痕が設計上許容できる場合は、ドリル痕可と指示することで加工コストダウンを図ることができます。必要な有効深さと径の指定が図面上になされていれば、2工程での穴加工が可能となります。
精密加工部品の設計において止まり穴の加工が必要な場合は、止まり穴の形状に注意が必要です。フラットな底面が必要でない場合は、ドリル痕を可と図面上で指示する事で工程を削減しコストダウンを実現することができます。